GM5X-N 5osá CNC bruska
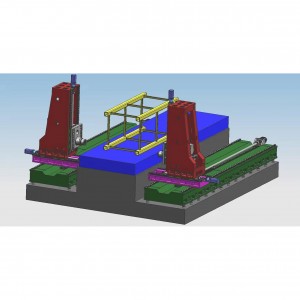
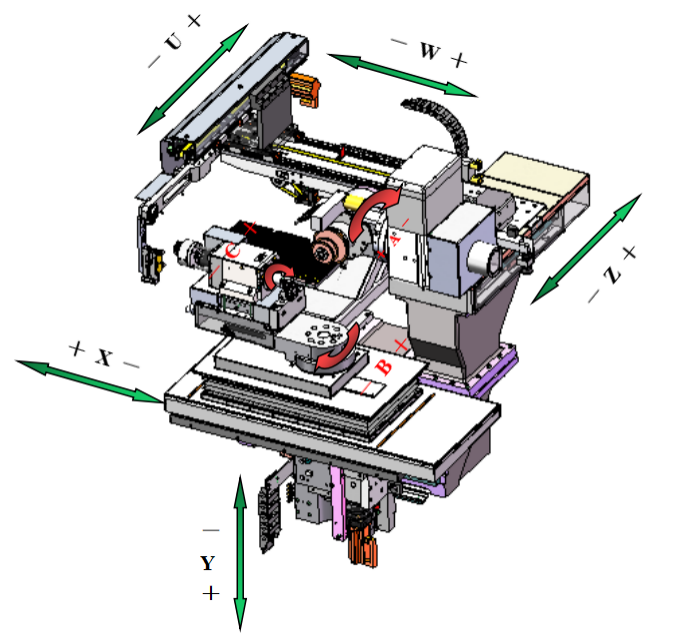
Mje schéma strukturystroje
Rozsah aplikace
Tento stroj vyrábí stopkové frézy a vrtáky, vhodné pro zpracování materiálů z tvrdých slitin a rychlořezných ocelí.
Cykly výroby a přebrušování nástrojů
1. Standardní stopkové frézy: drážkování, hřbet lopaty, ostření hrábě, broušení spodní hrany, digitalizace, přebroušení.
2. Standardní vrták: drážkování, redukce vnějšího průměru, vrcholové ostření, digitalizace a broušení.
1. Technické specifikace
| № | Obsah | Požadavek | Číslo | Jednotka |
| 1.1 | Rozměry obrobku | |||
| 1.1.1 | Délka upnutí | ≤ | 230 | mm |
| 1.1.2 | Upínací průměr | mezi | 2-20 | mm |
| 1.1.3 | Délka broušení | ≤ | 150 | mm |
| 1.1.4 | Průměr broušení | mezi | 0,2-12 | mm |
| 1.2 | Brusné vřeteno | |||
| 1.2.1 | Typ pohonu | Přesný | přímý pohon | - |
| 1.2.2 | Moc | jmenovitý výkon | 13.6 | kW |
| 1.2.3 | Chlazení | Přesný | Chlazený olejem | - |
| 1.2.4 | Regulace otáček brusného kotouče | Přesný | Plynulá rychlost | - |
| 1.2.5 | Rychlost | mezi | 0-10000 | ot./min |
| 1.2.6 | Počet vřetenových brusných hlav | Přesný | 2 | ks |
| 1.3 | Brusný kotouč | |||
| 1.3.1 | Průměr | ≤ | 150 | mm |
| 1.3.2 | Maximální počet brusných kotoučů na vřeteno | ≤ | 4 | ks |
| 1.3.3 | Průměr vřetena brusných kotoučů | Přesný | 25 | mm |
| 1.3.4 | Programově řízený přívod chladicí kapaliny | Přesný | Ano | - |
| 1.3.5 | Počet trysek chladicí kapaliny | ≥ | 3 | ks |
| 1.4 | Systém upínání obrobku | |||
| 1.4.1 | Upínací systém | Přesný | Hydraulické, automatické | - |
| 1.4.2 | Upínací kleština | Přesný | SCHAUBLIN W20 | - |
| 1.4.3 | Typ pohonu | Přesný | přímý pohon | - |
| 1.5 | Parametry os | |||
| 1.5.1 | Typ | Přesný | lineární | - |
| 1.5.2 | Pojezd v ose X | ≤ | 280 | mm |
| 1.5.3 | Pojezd v ose Z | ≤ | 130 | mm |
| 1.5.4 | Pojezd v ose Y | ≤ | 230 | mm |
| 1.5.5 | Rozlišení osy XYZ | Přesný | 0,0001 | mm |
| 1.5.6 | Rychlost osy XYZ | ≤ | 10 | m/min |
| 1.5.7 | Pojezd osy A | ≤ | 360 | stupeň |
| 1.5.8 | Rozlišení osy A | Přesný | 0,0001 | stupeň |
| 1.5.9 | Rychlost osy A | ≤ | 300 | ot./min |
| 1.5.10 | Pojezd v ose B | ± | 210 | stupně |
| 1.5.11 | Rychlost osy B | ≤ | 12 | ot./min |
| 1.6 | Systém nakládání a vykládání | |||
| 1.6.1 | Systém nakládání a vykládání | Přesný | Robotické rameno příhradového typu | - |
| 1.6.2 | Počet zásobníků | Přesný | 2 | ks |
| 1.6.3 | Automatické nakládání a vyjímání průměru obrobku | Mezi | 2-12 | mm |
| 1.6.4 | Automatické nakládání a vyjímání délky obrobku | ≤ | 40-200 | mm |
| 1.6.5 | Maximální počet obrobků | ≤ | 300 | ks |
| 1.6.6 | Software | Přesný | Ano | - |
| 1.7 | Ostatní komponenty | |||
| 1.7.1 | Schopnost detekovat obrobky na obráběcích strojích | Přesný | Ano | - |
| 1.7.2 | Centrální automatický mazací systém | Přesný | Ano |
|
| 1.7.3 | Tříbarevná signální lampa | Přesný | Ano | - |
| 1.8 | Volitelný | |||
| 1.8.1 | Zařízení na separaci olejové mlhy | Přesný | Volitelný | - |
| 1.9 | Řízení | |||
| 1.9.1 | Řídící systém | Přesný | NUM-Flexium+68 | - |
| 1.9.2 | Ovládací panel | Přesný | Dotyková obrazovka | - |
| 1.9.3 | Digitální řídicí osa | Přesný | Ano | - |
| 1.9.4 | Barevný displej | Přesný | Ano | - |
| 1.9.5 | Velikost displeje | Přesný | 19 | palec |
| 1.10 | Softwarový modul pro broušení nástrojů | |||
| 1.10.1 | Jednoduché frézy | Přesný | Ano | - |
| 1.10.2 | Jednoduché cviky | Přesný | Ano | - |
| 1.10.3 | Režim automatické detekce sondy | Přesný | Ano | - |
| 1.11 | Elektrické parametry zařízení | |||
| 1.11.1 | Napětí | Přesný | 380 ± 10 % | V |
| 1.11.2 | Frekvence | Přesný | 50±10% | Hz |
| 1.11.3 | Moc | ≤ | 25 | KW |
| 1.12 | Rozměry | |||
| 1.12.1 | Délka | ≤ | 2 000 | mm |
| 1.12.2 | Šířka | ≤ | 2 800 | mm |
| 1.12.3 | Výška | ≤ | 2 200 | mm |
| 1.12.4 | Kvalitní | ≤ | 4 750 | kg |
2. Standardní konfigurační seznam
| № | Obsah | Model | Značka | Číslo | ||
| 2.1 | Obráběcí stroj | |||||
| 2.1.1 | Konfigurace osy X | |||||
| 2.1.1.1 | - Šroubovací tyč | Přizpůsobené | NSK | 1ks | ||
| 2.1.1.2 | - Železnice | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2ks | ||
| 2.1.1.3 | - Optická stupnice | LC483-370 | HEIDENHAIN | 1ks | ||
| 2.1.2 | Konfigurace osy Y | |||||
| 2.1.2.1 | - Šroubovací tyč | Přizpůsobené | NSK | 1ks | ||
| 2.1.2.2 | - Železnice | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2ks | ||
| 2.1.2.3 | - Optická stupnice | LC483-370 | HEIDENHAIN | 1ks | ||
| 2.1.3 | Konfigurace osy Z | |||||
| 2.1.3.1 | - Šroubovací tyč | Přizpůsobené | NSK | 1ks | ||
| 2.1.3.2 | - Železnice | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2ks | ||
| 2.1.3.3 | - Optická stupnice | LC483-370 | HEIDENHAIN | 1ks | ||
| 2.1.4 | Konfigurace osy C | |||||
| 2.1.4.1 | - Úhlový kodér | ECN113 | HEIDENHAIN | 1ks | ||
| 2.1.4.2 | - Motor s přímým pohonem | MSP-1000-2-002-158 | EMB | 1ks | ||
| 2.1.5 | Točna v ose B | WDC-C180 | Gutian | 1ks | ||
| 2.1.5 | Točna v ose A | WDC-C200L | Gutian | 1ks | ||
| 2.1.6 | Dvouhlavé elektrické vřeteno s permanentním magnetem | Jmenovitý výkon 7,1KW | Chuangyun | 1 ks | ||
| 2.1.7 | Dvouosý příhradový manipulátor | - | Chuangyun | 1ks | ||
| 2.1.8 | Zásobník | 148-LP-D4 | Chuangyun | 2ks | ||
| 2.1.9 | Zásobník | 148-LP-D6 | Chuangyun | 2ks | ||
| 2.1.10 | Zásobník | 148-LP-D8 | Chuangyun | 2ks | ||
| 2.1.11 | Upínací čelist | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 sada | ||
| 2.1.12 | Vysoce přesný V-blok | (3-5) | Chuangyun | 1ks | ||
| 2.1.13 | Vysoce přesný V-blok | (5-7) | Chuangyun | 1ks | ||
| 2.1.14 | Vysoce přesný V-blok | (6-12) | Chuangyun | 1ks | ||
| 2.1.15 | Collet | D4W20 (80-00004) | SCHAUBLIN | 1ks | ||
| 2.1.16 | Sonda | TS150 | HEIDENHAIN | 1ks | ||
| 2.1.17 | Tyč brusného kotouče (dlouhá) | 119×∅31,75×∅96 mm | Chuangyun | 1ks | ||
| 2.1.18 | Tyč brusného kotouče (krátká) | 87×∅31,75×∅96 mm | Chuangyun | 1ks | ||
| 2.1.19 | Klimatizace | - | YUEDE | 1ks | ||
| 2.1.20 | Tříbarevná signální lampa | DC 24V | Schneider | 1ks | ||
| 2.1.21 | Průtokoměr | SI5000 | IFM | 1ks | ||
| 2.1.22 | Specifický napájecí zdroj měniče | 15 kW | NEWCOM | 1ks | ||
| 2.1.23 | Skupina elektromagnetických ventilů | M4GE280R-CX-E20D-5-3 | CKD | 1 sada | ||
| 2.1.24 | Automatický mazací systém osy X, Y, Z | - | Tchaj-wan | 1 sada | ||
| 2.2 | Konfigurace CNC systému | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | NUM | 1ks | ||
| 2.2.2 | Napájecí filtr | AGOFIL024A | NUM | 1ks | ||
| 2.2.3 | Napájecí filtr | AGOFIL001S | NUM | 1ks | ||
| 2.2.4 | Odpor | AGORES008 | NUM | 1ks | ||
| 2.2.5 | Hlavní napájecí zdroj systému | MDLL3015N00AN0I | NUM | 1ks | ||
| 2.2.6 | Servo ovladač | MDLUX021B1CAN0I | NUM | 4ks | ||
| 2.2.7 | Servomotor osy B | SPX1262N5IA2L02 | NUM | 1ks | ||
| 2.2.8 | Motor osy A | MDLUX014B1CAN0I | NUM | 1ks | ||
| 2.2.9 | Servomotor osy Y | SPX0751V5IF2L02 | NUM | 1ks | ||
| 2.2.10 | Servomotor osy X/Z | MDLUX014B1CAN0I | NUM | 2ks | ||
| 2.2.11 | Servo ovladač osy U/W | SPX0952N5IA2L02 | NUM | 2ks | ||
| 2.2.12 | Servomotor osy V | MDLUX014B1CAN0I | NUM | 1ks | ||
| 2.2.13 | Spojka | SPX0751V5IA2L02 | NUM | 1ks | ||
| 2.2.14 | Vstup | SPX0751V5IA2L02 | NUM | 2ks | ||
| 2.2.15 | Výstup | EK1100 | NUM | 2ks | ||
| 2.2.16 | Analogový vstupní modul | CTMT1809 | NUM | 1ks | ||
| 2.2.17 | Terminátor | CTMT2809 | NUM | 1ks | ||
| 2.2.18 | Ovládací panel | CTMT3162 | NUM | 1ks | ||
| 2.2.19 | NCK | CTMT9011 | NUM | 1ks | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | NUM | 1ks | ||
| 2.2.21 | NCK | FXP2101200 | NUM | 1ks | ||
| 2.2.22 | NCK | FXSO200061 | NUM | 1ks | ||
| 2.2.23 | NCK | FXSV994100 | NUM | 1ks | ||
| 2.2.24 | NCK | FXSO100006 | NUM | 1ks | ||
| 2.2.25 | NCK | FXSO100008 | NUM | 1ks | ||
| 2.2.26 | NCK | FXSO100375 | NUM | 1ks | ||
| 2.2.27 | NCK | FXSO100392 | NUM | 1ks | ||
| 2.2.28 | NCK | FXPA000586 | NUM | 1ks | ||
| 2.2.29 | NCK | FXSW282122 | NUM | 1ks | ||
| 2.2.30 | NCK | FXSW282124 | NUM | 1ks | ||
| 2.2.31 | NCK | FXSO100012 | NUM | 1ks | ||
| 2.3 | Standardní konfigurace softwaru pro broušení nástrojů | |||||
| 2.3.1 | Jednoduchá fréza | Chuangyun se vyvinul sám | 1ks | |||
| 2.3.2 | Jednoduchá vrtačka | Chuangyun se vyvinul sám | 1ks | |||
| 2.3.3 | 3D kontrola kolizí s 3D simulací stroje | Chuangyun se vyvinul sám | 1ks | |||
| 2.3.4 | 3D simulace nástroje | Chuangyun se vyvinul sám | 1ks | |||
| 2.3.5 | Automatická detekce sondy | Chuangyun se vyvinul sám | 1ks | |||