Vyvrtávací frézka BOSM -6010 s protilehlou hlavou


1. Použití stroje:
BOSM-6000*1000 CNC portálový dvousloupový vyvrtávací a frézovací stroj s pevným nosníkem je speciální obráběcí stroj pro zpracování ramen/tyček bagrů. Polštář může realizovat rychlé zpracování obrobku, obrobek lze vrtat, frézovat a vyvrtávat v rámci efektivního rozsahu zdvihu, obrobek lze zpracovat na místě najednou (není potřeba sekundárního upínání), rychlost nakládání a vykládání je rychlý, rychlost polohování je vysoká a přesnost zpracování je vysoká. Vysoká, vysoká efektivita zpracování.
2.Struktura strojefunkce:
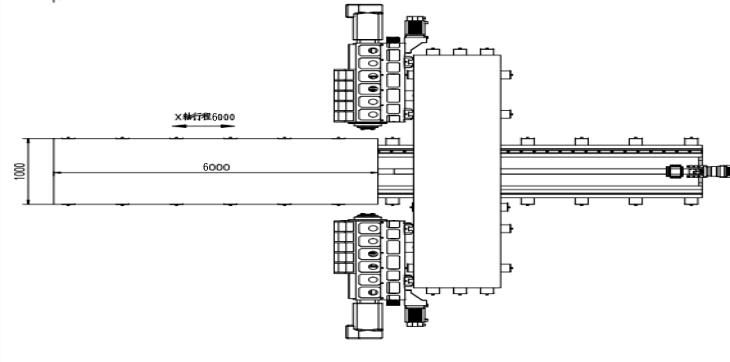
Hlavní součásti obráběcího stroje: lože, pracovní stůl, levý a pravý sloup, nosníky, portálové spojovací nosníky, sedla, berany atd., velké díly jsou vyrobeny z pryskyřičného pískového výlisku, vysoce kvalitní odlitek šedé litiny 250, žíhaný za tepla pískovna → vibrační stárnutí → tepelné zpracování Žíhání v peci→vibrační stárnutí→hrubé obrábění→vibrační stárnutí→žíhání v horké peci→vibrační stárnutí→dokončování, zcela eliminují negativní namáhání dílů a udržují výkon dílů stabilní. Pevné lůžko, levý a pravý sloup, portál a pracovní stůl se pohybují; Má funkce frézování, vyvrtávání, vrtání, zahlubování, závitování atd. Způsob chlazení nástroje je externí chlazení. Obráběcí stroj obsahuje 5 posuvových os, které mohou realizovat 4osé spojení a 5osé jednočinné. K dispozici jsou 2 napájecí hlavy. Osa obráběcího stroje a výkonová hlava jsou znázorněny na obrázku níže.


2.1Hlavní struktura podávací části axiálního převodu
2.1.1. Osa X:Pracovní stůl se bočně pohybuje vratně podél vodicí kolejnice pevného lůžka.
Pohon X 1: Střídavý servomotor a vysoce přesný planetový reduktor je poháněn kuličkovým šroubem, aby poháněl pohyb pracovního stolu pro realizaci lineárního pohybu osy X
Forma vodicích kolejnic: položte dvě vysoce pevné přesné lineární vodicí kolejnice.
2.1.2 Osa Z1:Poháněcí hlava a sedlo jsou svisle instalovány na přední straně sloupu a pohybují se nahoru a dolů podél vodicí kolejnice sloupu.
Převodovka v ose Z1: Střídavý servomotor a synchronní kolo se používají k pohonu kuličkového šroubu k pohonu sedla pro realizaci lineárního pohybu v ose Z
2.1.3 Osa Z2:Poháněcí hlava a sedlo jsou svisle instalovány na přední straně sloupu a pohybují se nahoru a dolů podél vodicí kolejnice sloupu.
Převodovka v ose Z2: Střídavý servomotor a synchronní kolo se používají k pohonu kuličkového šroubu k pohonu sedla pro realizaci lineárního pohybu osy Z.
2.1.4 osa Y1:Sedlo pohonné hlavy je instalováno svisle na přední straně pravého sloupku a vratně se pohybuje vlevo a vpravo podél vodicí lišty sloupku.
Převodovka v ose Y1: Střídavý servomotor plus vysoce přesný planetový reduktor se používá k pohonu beranu, aby se pohyboval kuličkovým šroubem, aby se realizoval lineární pohyb osy Y1
2.1,5 osa Y2:Sedlo pohonné hlavy je svisle instalováno na přední straně pravého sloupku a vratně se pohybuje vlevo a vpravo podél vodicí lišty sloupku.
Převod v ose Y2: Střídavý servomotor a vysoce přesný planetový reduktor se používá k pohonu pístu, aby se pohyboval kuličkovým šroubem a realizoval lineární pohyb v ose Y2.
2.2 Směr pohybu vrtací a frézovací hlavy (včetně výkonové hlavy 1 a 2) je veden 4 páry lineárních válečkových vodících kolejnic a pohon využívá střídavý servomotor pro pohon synchronního pásu (i=2) a přesné kuličky šroubový párový převod. Výkonová hlava využívá servo Motor je zpomalován synchronním řemenem a synchronním kolem, vedeným přesným párem vodicích kolejnic pro velké zatížení, a pohání vertikální kuličkový šroub, aby se otáčel, aby se realizoval vertikální pohyb výkonové hlavy. Je také vybaven dusíkovou vyvažovací tyčí pro snížení počtu šroubů mezi hlavou a servomotorem. Motor osy Z má funkci automatické brzdy. V případě výpadku proudu přidrží automatická brzda hřídel motoru pevně, aby se nemohla otáčet. Při práci, kdy se vrták nedotýká obrobku, se bude rychle podávat; když se vrták dotkne obrobku, automaticky se přepne na pracovní posuv. Když vrták pronikne do obrobku, automaticky se přepne na rychlé převíjení; když konec vrtáku opustí obrobek a dosáhne nastavené polohy, pracovní stůl se přesune do další pozice otvoru, aby se realizovala automatická cirkulace. Výkonová hlava využívá kombinaci drátu a tvrdé kolejnice, která nejen zajišťuje rychlost chodu zařízení, ale také výrazně zvyšuje tuhost zařízení. A může realizovat funkce vrtání slepých děr, frézování, srážení hran, lámání třísek, automatické odstraňování třísek atd., což zlepšuje produktivitu práce.

(levá napájecí hlava)
2.3. Odstraňování třísek a chlazení
Na obou stranách pod pracovním stolem jsou instalovány spirálové a ploché řetězové dopravníky třísek a třísky mohou být na konci automaticky vypouštěny na dopravník třísek přes dva stupně spirálových a řetězových desek pro realizaci civilizované výroby. V nádrži chladicí kapaliny dopravníku třísek je umístěno chladicí čerpadlo, které lze použít pro externí chlazení nástroje pro zajištění vrtacího výkonu a životnosti vrtáku a chladicí kapalinu lze recyklovat.
3. Plně digitální systém číslicového řízení:
3.1. Pomocí funkce lámání třísky lze na rozhraní člověk-stroj nastavit dobu lámání třísky a cyklus lámání třísky.
3.2. Pomocí funkce zvedání nástroje lze nastavit výšku zdvihu nástroje na rozhraní člověk-stroj. Když vrtání dosáhne této výšky, vrták je rychle zvednut na horní část obrobku a poté jsou třísky odhozeny a poté rychle posunuty na vrtnou plochu a automaticky převedeny na práci.
3.3. Centralizovaná ovládací skříňka provozu a ruční jednotka využívají numerický řídicí systém a jsou vybaveny rozhraním USB a LCD displejem z tekutých krystalů. Pro usnadnění programování, ukládání, zobrazování a komunikace má operační rozhraní funkce, jako je dialog člověk-stroj, kompenzace chyb a automatický alarm.
3.4. Zařízení má funkci náhledu a opětovné kontroly polohy otvoru před zpracováním a provoz je velmi pohodlný.
3.5. Automatické mazání
Páry přesných lineárních vodicích kolejnic obráběcích strojů, páry přesných kuličkových šroubů a další páry vysoce přesných pohybů jsou vybaveny automatickými systémy mazání. Automatické mazací čerpadlo vydává tlakový olej a komora kvantitativního mazacího oleje vstupuje do oleje. Po naplnění olejové komory olejem, když tlak v systému stoupne na 1,4-1,75 MPa, se sepne tlakový spínač v systému, zastaví se čerpadlo a současně se odlehčí vypouštěcí ventil. Když tlak oleje v vozovce klesne pod 0,2 MPa, začne kvantitativní maznice plnit mazací místo a dokončí jednu olejovou náplň. Díky přesné dodávce oleje kvantitativního vstřikovače oleje a detekci tlaku v systému je dodávka oleje spolehlivá, zajišťuje, že na povrchu každého kinematického páru je olejový film, snižuje tření a opotřebení a zabraňuje poškození vnitřní konstrukce způsobené přehřátím. , aby byla zajištěna přesnost a životnost obráběcího stroje. Ve srovnání s párem kluzných vodicích kolejnic má pár valivých lineárních vodicích kolejnic použitý v tomto obráběcím stroji řadu výhod:
①Citlivost pohybu je vysoká, koeficient tření vodicí kolejnice je malý, pouze 0,0025 ~ 0,01, a hnací síla je výrazně snížena, což je ekvivalentní pouze 1/10 běžných strojů.
② Rozdíl mezi dynamickým a statickým třením je velmi malý a následný výkon je vynikající, to znamená, že časový interval mezi hnacím signálem a mechanickým působením je extrémně krátký, což přispívá ke zlepšení rychlosti odezvy a citlivosti numerický řídicí systém.
③Je vhodný pro vysokorychlostní lineární pohyb a jeho okamžitá rychlost je asi 10krát vyšší než u posuvných vodicích kolejnic.
④ Může realizovat pohyb bez mezer a zlepšit tuhost pohybu mechanického systému.
⑤Vyrábí se profesionálními výrobci, má vysokou přesnost, dobrou všestrannost a snadnou údržbu.

4. Prostředí používání stroje:
Napájení: třífázové AC380V ± 10% , 50Hz ± 1 Okolní teplota: 0 ° ~ 45 °

5. Hlavnítechnické parametry:
| Model | BOSM6010 | |
| Maximální velikost zpracovávaného obrobku | Délka × šířka × výška (mm) | 6000×1000×1500 |
| Maximální posuv portálu | Šířka (mm) | 1300 |
| velikost pracovního stolu | Délka x šířka (mm) | 6000*1000 |
|
Vrtací hlava horizontálního typu beranu výkonová hlava jedna dvě
| množství (2) | 2 |
| Kužel vřetena | BT50 | |
| Průměr vrtání (mm) | Φ2-Φ60 | |
| Průměr závitu (mm) | M3-M30 | |
| Otáčky vřetena (ot./min) | 30~6000 | |
| Výkon motoru servo vřetena (kw) | 37 | |
| Vzdálenost nosu jednoho vřetena od středu stolu (mm) | 150-650 | |
| Středová vzdálenost předního konce dvojitého vřetena (mm) | 300-1300 | |
| Levý a pravý zdvih jednoho pístu (mm) | 500 | |
| Vzdálenost mezi středem berana a rovinou stolu (mm) | 200-1700 | |
| Zdvih berana nahoru a dolů (mm) | 1500 | |
| Opakovatelnost | 300 mm * 300 mm | ±0,02 |
| Rozměry obráběcího stroje | Délka × šířka × výška (mm) | podle výkresů |
| Hrubá hmotnost (t) | (cca) 36 | |
Výše uvedené parametry jsou předběžné konstrukční parametry. Ve skutečném provedení může dojít ke změnám podle požadavků na zpracování obrobku a požadavků na konstrukci obráběcího stroje tak, aby byly splněny požadavky na zpracování dílů vaší společnosti.