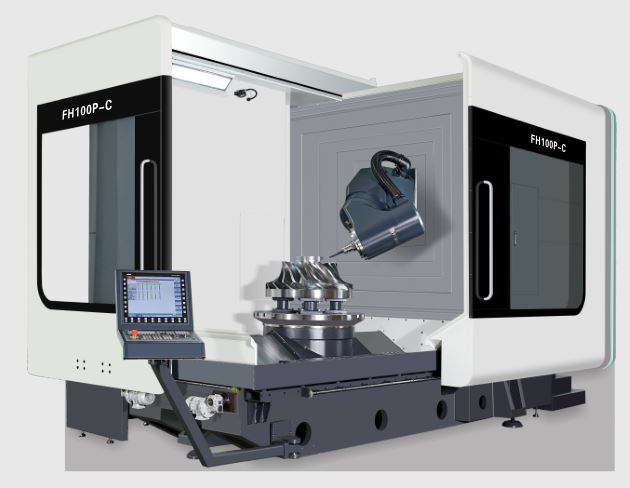
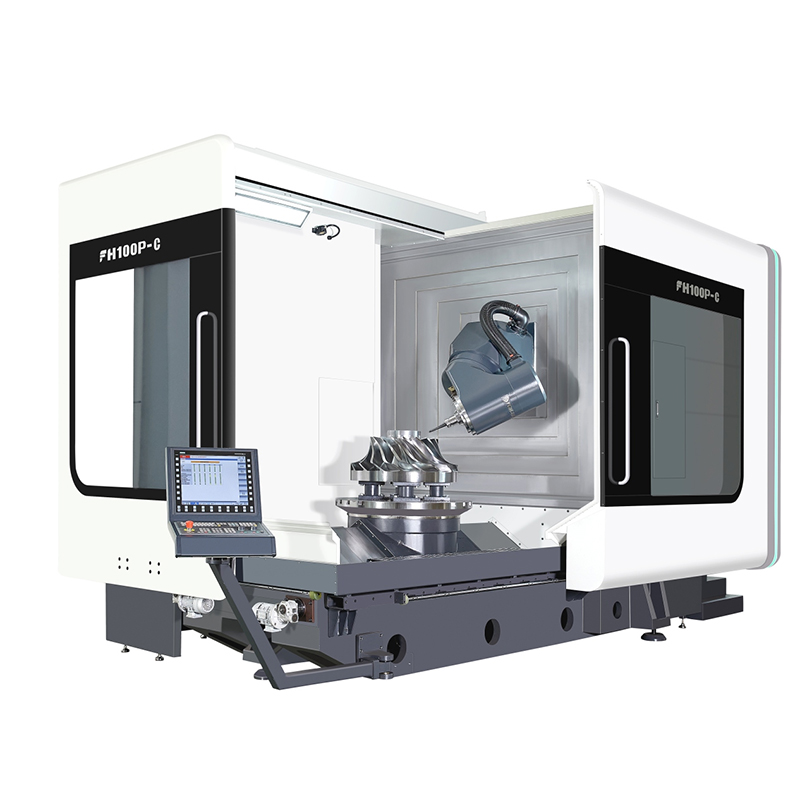
5osé simultánní frézování Soustružení 100P-C
Rozsah dodávky
Tabulka funkcí standardního příslušenství (viz funkce ovladače pro elektrickou ovládací část)
1. Ovladač Siemens 840DSL
2. Značka Vlastní pětiosá multifunkční otočná hlava
3. Elektrické vřeteno DGZX-24012/34B2-KFHWVJS
4. Systém automatické výměny nástrojů HSK-A100 se zásobníkem na 40 nástrojů
5.X/Y/Z dutý pohon chladicím kuličkovým šroubem
6. 7 válečkových lineárních suportů (3 pro osu X, 2 pro osu Y/Z) – BOSCH REXROTH
7. Tříosé plně uzavřené optické pravítko X/Y/Z
8. Zařízení pro regulaci teploty elektrické skříně
9. Chladič vřetena
10. Spirálové zařízení na odvalování třísek a zadní dopravník třísek na železo
11. Voda ze středu vřetena, prstencová vodní sprcha
12. Profoukněte vzduch ve středu vřetena a foukejte vzduch do prstence.
13. Srpek měsíce v pěti osách fouká vodu a srpek měsíce fouká vzduch.
14. 1 typ bezpečnostního blokování pro přední a boční pracovní dveře
15. Oběhové chlazení vřetena.
16. Vodotěsná pracovní zářivka
17. Zařízení hydraulické stanice
18. Jednotka infračervené sondy Renishaw OMP60
19. Laserový seřizovač nástrojů Renishaw
20. Centrální centralizované automatické podávací mazací zařízení
21. Provozní strana čisticí vodní pistole a vzduchové rozhraní
22. Systém chlazení řezné kapaliny
23. Plně uzavřený ochranný plech
24. Operační box
25. Elektrická skříň je vybavena klimatizací
26. Elektronické ruční kolo Siemens
27. Nožní spínač uvolnění nástroje vřetena
28. Podložky a základové šrouby
29. Seřizovací nástroje a sady nástrojů
30. Technická příručka
Parametr
| Položka | Uni | FH100P-C |
| Pojezd v ose X | mm | 1000 |
| Pojezd osy Y | mm | 1150 |
| Pojezd v ose Z | mm | 1000 |
| Vzdálenost od špičky vřetena k povrchu pracovního stolu | mm | 160-1160 |
| Horizontální frézovací hlava | mm | 30-1030 |
| Rychlost posuvu/rychlého pohybu | m/min | 40 |
| Síla posuvu | KN | 10 |
| Otočný stůl (osa C) | ||
| Velikost pracovního stolu | mm | Ø1050 |
| Max. zatížení stolu (mlýn) | kg | 4000 |
| Max. zatížení stolu (soustružení) | kg | 3000 |
| Otočný stůl | ot./min | 45 |
| Frézovací/soustružnický pracovní stůl (složené frézování a soustružení) | ot./min | 500 |
| Minimální úhel dělení | ° | 0,001 |
| Jmenovitý točivý moment | Nm | 1330 |
| Maximální točivý moment | Nm | 2630 |
| CNC výkyvná frézovací hlava (osa B) | ||
| Rozsah výkyvu (0=vertikální/180=úroveň) | ° | -15-180 |
| Rychlý pohyb a rychlost podávání | ot./min | 103 |
| Minimální úhel dělení | ° | 0,001 |
| Jmenovitý točivý moment | Nm | 1050 |
| Maximální točivý moment | Nm | 2130 |
| Vřeteno (soustružení a frézování) | ||
| Rychlost vřetena | ot./min | 10 000 |
| Výkon vřetena | Kw | 42/58 |
| Kroutící moment vřetena | Nm | 215/350 |
| Kužel vřetena |
| HSKA100 |
| Vzdálenost od středu vřetena k povrch vedení paprsku | mm | 1091,5 |
| Modelka | Jednotka | FH100P-C |
| Zásobník nářadí | ||
| Rozhraní nástroje |
| HSKA100 |
| Kapacita zásobníku nástrojů | PCS | 40 |
| Max. průměr/délka/hmotnost nástroje |
| Ø135/300/12 |
| Přepínač nástroje (nástroj na) | S | 2 |
| Měřící zařízení | ||
| Infračervená sonda | Rensishaw OMP60 | |
| Nástroj pro detekci nástroje v pracovní oblasti zpracování | Rensishaw NC4F230 | |
| Kapacita zpracování | ||
| Max. průměr vrtání (střední ocel) |
| Ø50 |
| Max. průměr závitu (střední ocel) |
| M40 |
| Max. průměr frézování (střední ocel) |
| 250 |
| Přesnost (ISO230-2 a VDI3441) | ||
| Přesnost polohování X/Y/Z | mm | 0,006 |
| X/Y/Z Přesnost opakování polohování | mm | 0,004 |
| B/C přesnost polohování |
| 8" |
| B/C Přesnost opakování polohování | 4" | |
| Kontrolní systém |
| Siemens 840D |
| Výška stroje (obecný stroj) | mm | 3650 |
| Obsazená plocha pro hlavní stroj (L*W) | mm | 5170 x 3340 |
| Zabraná plocha pro zásobník nástrojů (L*W) | mm | 1915x1400 |
| Zabraná plocha pro dopravník třísek (L*W) | mm | 3120x1065 |
| Zabraná plocha pro nádrž na vodu (L*W) | mm | 1785x1355 |
| Celková obsazená plocha k dokončení stroje (L*W) | mm | 6000 x 3750 |
| Hmotnost stroje | Kg | 21 000 |
Stroj CNCovladač
| Kontrolní systém | Siemens 840DSL (motor a pohon) | ||
| Počet řídicích os | 5osé simultánní frézování se současným soustružením (NC osa + vřeteno, BC osa) | ||
| Současné ovládání 5 os Současné frézování se soustružením | polohovací osa | Standardní X, Y, Z, B, C | |
| interpolace | přímka | Osy X, Y, Z, B, C (X, Y, Z, B, C lze kompenzovat) | |
| oblouk | Osy X, Y, Z, B, C (X, Y, Z, B, C lze kompenzovat) | ||
| Minimální instrukční jednotka | 0,001 um | ||
| minimální řídící jednotka | 0,1 nm | ||
| Zobrazit | 19 LCD | ||
| Motor | Možnost trojnásobného přetížení s absolutním kodérem (pozice kodéru se nikdy neztratí) | ||
| Funkce externí komunikace | Rozhraní Ethernet a RS232C | ||
| Operační mód | MDI, Auto, Manual, Ruční kolo, Origin (absolutní), REPOS | ||
| programově | Online jazykový editor ISO | ||
| Maximální kapacita paměti pro programování PLC | 2048 kB | ||
| Interpolační funkce | Přímky, kruhy skrz a skrz středové body, spirály, jemné povrchy, nastavení vysoké rychlosti atd. | ||
| Počet korekcí nástroje | 512 skupin | ||
| Zvětšení ručního kolečka | 0,1/0,01/0,001 mm | ||
| Minimální nastavení a pohyb jednotek | 1um/X,Y,Z | ||
| ukládání dat | Po vypnutí se data z paměti nikdy neztratí | ||
| rychlost posuvu | 0%-150% | ||
| Rychlé zvětšení vpřed | 0%-100% | ||
| Vstupní a výstupní rozhraní | Rozhraní Ethernet a RS232C, CF karta, zálohování úložiště USB | ||
| jazyk zobrazení | Čínština a angličtina | ||
Standardní konfigurační množství
| No | Název příslušenství | jednotka | množství |
| 1 | spínač nožního ovládání | soubor | 1 |
| 2 | Hydraulický upínací mechanismus | soubor | 1 |
| 3 | Centralizované mazací zařízení | soubor | 1 |
| 4 | chladící systém | soubor | 1 |
| 5 | pracovní lampa | soubor | 1 |
| 6 | Tříbarevné světlo | soubor | 1 |
| 7 | horizontální most | ks | 1 |
| 8 | Upevnění obráběcích strojů | soubor | 1 |
| 9 | Standardní balíček nářadí | soubor | 1 |
| 10 | bezpečnostní zámek dveří | soubor | 1 |
| 11 | základová sada | soubor | 1 |
| 12 | Nainstalujte seřizovací nástroj | soubor | 1 |
| 13 | Pevné závitování a vícebodové polohování vřetena | soubor | 1 |
| 14 | Šnekový dopravník a automatický stroj na odstraňování třísek | soubor | 1 |
| 15 | Standardní hydraulický systém | soubor | 1 |
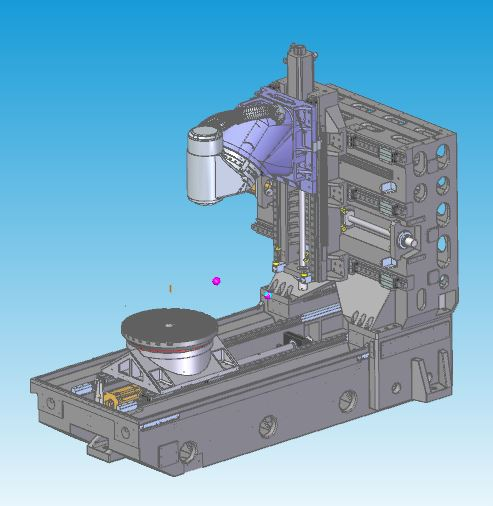
Designové prvky |Nejlepší návrh analýzy mechanického lití drátu
Struktura celoskříňového termosymetrického lití z vysoce kvalitní litiny Meehanna
Temperování a ošetření přirozeného stárnutí k odstranění vnitřního stresu
Strukturální vlastní frekvence vibrací eliminuje namáhání při zpracování materiálu
Velkoplošná konstrukce sloupu s vysokou tuhostí s plnou stěnou, účinně zlepšuje tuhost a statickou a dynamickou přesnost
Tříosý dutý chladicí šroubový pohon
CNC výkyvná frézovací hlava (osa B)

Designové vlastnosti
Vestavěný DD motor řetěz s nulovým převodem bez vůle
Vysoká akcelerační charakteristika
Nejkratší rozpětí mezi špičkou nástroje vřetena a nosným bodem konstrukce zajišťuje maximální tuhost řezání
Větší YRT ložiska zvyšují tuhost
Vybaveno vysoce přesným rotačním snímačem HEIDENHAIN měřicím systémem, plně uzavřeným řízením pro zajištění nejlepší přesnosti
Konstrukce chladicího systému vřetena a osy B pro snížení přenosu tepla
Otočný stůl (osa C)

Designové vlastnosti
Vestavěný DD motor řetěz s nulovým převodem bez vůle
Charakteristiky odezvy vysoké akcelerace a decelerace
Větší YRT ložiska zvyšují tuhost
Velký jmenovitý hnací moment, polohování a zpracování s polohovacím a upínacím zařízením stolu
Splňuje dvě potřeby zpracování, frézování a frézování-soustružení, snižuje manipulaci s obrobkem a zlepšuje přesnost produktu
Vybaveno vysoce přesným rotačním snímačem HEIDENHAIN měřicím systémem, plně uzavřeným řízením pro zajištění nejlepší přesnosti
Konstrukce chladicího systému pro snížení přenosu tepla
Zvedací seřizovač nářadí

Designové vlastnosti
Vybaveno bezkontaktním laserovým seřizovacím zařízením Ransishaw NC4F230 pro vyšší přesnost
Automatické nastavení nástroje na stroji, automatická aktualizace korekce nástroje
Ustavovací zařízení nástroje lze zvednout a spustit, aby se ušetřilo místo na pracovní ploše
Plně utěsněné plechové provedení chrání seřizovač před vodou a železnými pilinami během zpracování
Infračervená sonda
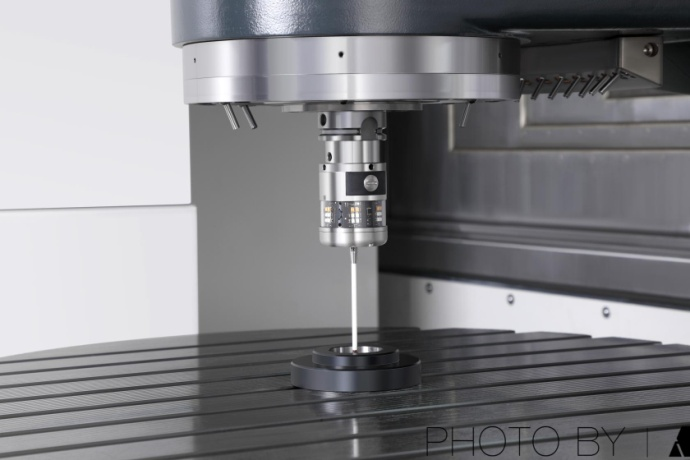
Designové vlastnosti
Vybaveno optickou dotykovou sondou Ransishaw OMP60
Zarovnání obrobku a kontrola velikosti na stroji, snižují chyby ruční kontroly, zlepšují přesnost produktu a efektivitu zpracování
90% úspora času na asistenci na stroji